
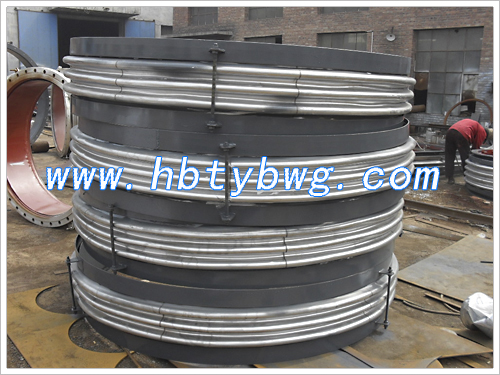
- 通用波纹管
金属膨胀节制作及管坯的采购
金属膨胀节的精轧管有缝精轧管。无缝钢管坯通常选用冲压拉申和冷轧等工作压力生产加工方式生产制造,适用直徑较小的精轧管生产制造;而波纹膨胀节的直徑很大因而大多数选用电焊焊接精轧管。金属波纹管精轧管的电焊焊接能够选用钨极直流电易弧焊、钨极单脉冲气保焊、微束低温等离子焊、熔融极气保焊等方式。依据精轧管单面薄厚不一样来挑选适度的焊接工艺,一般单层厚度在0.5-1mm可选用钨极直流氩弧焊;1mm以上可选用熔化的极氩弧焊;2mm以上也可用手工电弧焊;单层厚度在0.5mm以下,可采用钨极脉冲弧焊和微束等离子焊。不论采用哪种焊接方法,都应采用硬规范焊接,使焊接时接头的热影响尽量的小,提高焊接接头的力学性能。

管坯制造工序如下:
1.板材剪切 按工艺排版图和工艺卡的要求,调整剪切机的定位挡板(或在板材上划线),然后剪切板材。第1张剪切后,应进行尺寸检查,合格后再进行指剪切,瓶每间隔_数量抽检一次。检查项目有圆周展开长度和高度、切口直线度、直邻两边的垂直度。
2.卷筒 将剪切好的板材按直径大小用卷板机卷制成圆筒。对于直径与壁厚比值较大,能够自由弯曲成圆筒的管坯 可以不进行卷筒。3.焊前清理 为了_焊接质量,_进行焊前清理,焊接接头外不处有油污和灰尘,可用无水乙醇或丙酮清洗待焊处表面,晾干后尽快进行焊接,焊工在焊接装配操作时不要用手直接接触待焊处表面。
4.管坯焊接 按工艺卡上的焊接规范参数调整好管坯焊机,将管坯在焊接夹具上装夹好,然后进行焊接。焊接后逐牛进行检查,不得有烧穿和未焊透等焊缝缺陷,焊缝凹陷和对口错边量应小于板厚的10%。
5.管坯校圆 在卷板机上对管坯进行校圆。
泊头市通用金属波纹管生制造有限公司在金属膨胀节等商品的市场销售上,人们先考虑到的是顾客的权益,从售中的资询、到售中的推荐商品,我们规定精中求细,强劲的开发设计精英团队、严苛的质量承诺和便捷及时的售后维修服务,每个阶段都干了精心策划,处理了顾客一连串的顾虑。
通用 2014(C)版权所有
技术支持:中科四方